Sisältö
- TL; DR (liian pitkä; ei lukenut)
- Hitsaus vs. saumaton tuotanto putkenvalmistusprosessissa
- Vaiheittainen suunnitteluprosessi hitsatuille ja saumattomille teräsputkille
- Luominen harkkojen, kukintojen, laattojen ja rakojen luomiseen
- Näiden materiaalien muotoilu putkiin
- Hitsattujen ja saumattomien putkien kehittäminen
- Jatkojalostus ja galvanointi
- Putkivalmistuksen historia
- Teräsputkien voima
Raaka-aineista, kuten raudasta, alumiinista, hiilestä, mangaanista, titaanista, vanadiumista ja zirkoniumista valmistetut teräsputket ovat keskeisiä putkien tuotannossa lämmitys- ja putkistojärjestelmiin, moottoritietekniikkaan, autoteollisuuteen ja jopa lääkkeisiin (kirurgisiin implantteihin ja sydänventtiileihin) liittyvissä sovelluksissa. .
1800-luvulta peräisin olevien tekniikan läpimurtojen myötä heidän kehitystyönsä seurauksena niiden rakennusmenetelmät sopivat erilaisiin malleihin lukemattomiin tarkoituksiin.
TL; DR (liian pitkä; ei lukenut)
Teräsputket voidaan rakentaa hitsaamalla tai saumattomalla menetelmällä moniin tarkoituksiin. Putkien valmistusprosessi, jota on harjoitettu vuosisatojen ajan, käsittää materiaalin käytön alumiinista zirkoniumiin eri vaiheissa raaka-aineista lopputuotteisiin, joilla on ollut historian sovelluksia lääketieteestä valmistukseen.
Hitsaus vs. saumaton tuotanto putkenvalmistusprosessissa
Teräsputket, autoteollisuudesta kaasuputkiin, voidaan hitsata joko seoksista - erilaisista kemiallisista elementeistä valmistetuista metalleista - tai rakentaa saumattomasti sulatusuunista.
Vaikka hitsatut putket pakotetaan toisiinsa menetelmillä, kuten lämmitys ja jäähdytys, ja niitä käytetään raskaammissa, jäykemmissä sovelluksissa, kuten vesi- ja kaasunkuljetuksissa, saumattomat putket luodaan venyttämällä ja ontottamalla kevyempiin ja ohuempiin tarkoituksiin, kuten polkupyöriin ja nesteiden kuljetukseen.
Tuotantomenetelmä sopii paljon teräsputken eri malleille. Halkaisijan ja paksuuden muuttaminen voi johtaa eroihin lujuudessa ja joustavuudessa suurten projektien, kuten kaasunsiirtoputkistojen, ja tarkkojen välineiden, kuten ihonalaisten neulojen, kanssa.
Putken suljettu rakenne, olipa se pyöreä, neliön muotoinen tai minkä tahansa muodon, sopii mihin tahansa tarvittavaan sovellukseen, nestevirtauksesta korroosion estämiseen.
Vaiheittainen suunnitteluprosessi hitsatuille ja saumattomille teräsputkille
Teräsputkien valmistusprosessiin sisältyy raakateräksen muuntaminen valanteiksi, kukiksi, levyiksi ja aihioiksi (jotka kaikki ovat hitsattavia materiaaleja), putkilinjan luominen tuotantolinjalle ja putken muodostaminen halutuksi tuotteeksi.
••• Syed Hussain AtherLuominen harkkojen, kukintojen, laattojen ja rakojen luomiseen
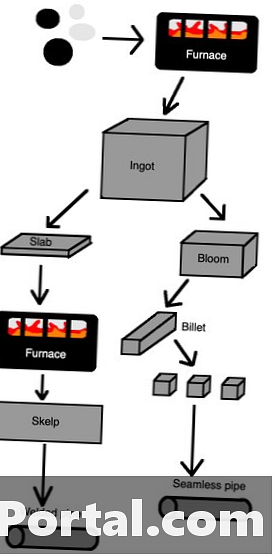
Rautamalmi ja koksi, lämmitetyn hiilen sisältämä hiilirikas aine, sulatetaan nestemäiseksi aineeksi uunissa ja puhalletaan sitten hapolla sulan teräksen luomiseksi. Tämä materiaali jäähdytetään valanteiksi, suuriksi teräsvaluiksi materiaalien varastointia ja kuljetusta varten, jotka muotoillaan telojen väliin korkeassa paineessa.
Jotkut harkot viedään teräsrullien läpi, jotka venyttävät ne ohuemmiksi, pidemmiksi paloiksi kukintojen, välituotteiden muodostamiseksi teräksen ja raudan välillä. Ne valssataan myös laattoiksi, teräspaloiksi, joiden poikkileikkaus on suorakaiteen muotoinen, pinottujen rullien läpi, jotka leikkaavat laatat muotoon.
Näiden materiaalien muotoilu putkiin
Lisää valssauslaitteita litistyy - prosessi, joka tunnetaan nimellä coining - kukkii aihioiksi. Nämä ovat metallikappaleita, joiden poikkileikkaus on pyöreä tai neliö, joka on vielä pidempi ja ohuempi. Lentävät leikkurit leikkaa aihiot tarkkaan sijaintiin, jotta aihiot voidaan pinota ja muodostaa saumattomiksi putkiksi.
Levyt lämmitetään noin 2200 asteeseen Fahrenheit (1 204 astetta), kunnes ne ovat muovautuvia ja ohennetaan sitten skelpiksi, jotka ovat kapeita nauhaliuskoja, joiden pituus on enintään 0,25 mailia (0,4 km). Teräs puhdistetaan sitten rikkihapposäiliöillä, mitä seuraa kylmä ja kuuma vesi, ja kuljetetaan putkivalmistustehtaisiin.
Hitsattujen ja saumattomien putkien kehittäminen
Hitsatuille putkille kelauslaite purkaa kelan ja kuljettaa sen rullien läpi, jotta reunat taipuisivat ja muodostuisivat putkimuodot. Hitsauselektrodit tiivistävät päät sähkövirralla ennen korkeapainetelan kiristämistä. Prosessi voi tuottaa putken jopa 335,3 m: n nopeudella minuutissa.
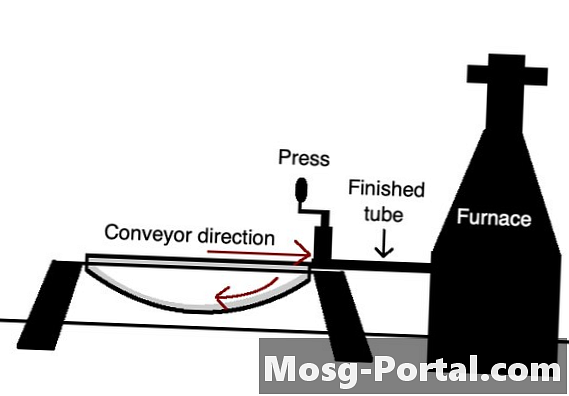
Saumattomille putkille neliönmuotoisten aihioiden kuumennus- ja korkeapainevalssaus saa ne venymään aukon kanssa keskellä. Valssaamot lävistävät putken halutun paksuuden ja muodon mukaan.
Jatkojalostus ja galvanointi
Lisäkäsittely voi sisältää suoristamisen, kierteittämisen (tiukkojen urien leikkaaminen putkien päihin) tai peittämisen sinkin suojaöljyllä tai galvanoinnin ruostumisen estämiseksi (tai mikä on putkien tarkoitukseen välttämätöntä). Galvanointiin sisältyy yleensä sinkkipinnoitteiden sähkökemiallisia ja sähkösaostuksen prosesseja metallin suojaamiseksi syövyttävältä aineelta, kuten suolavesiltä.
Prosessi estää haitallisia hapettimia vedessä ja ilmassa. Sinkki toimii anodina happea muodostaen sinkkioksidia, joka reagoi veden kanssa muodostaen sinkkihydroksidia. Nämä sinkkihydroksidimolekyylit muodostavat sinkkikarbonaatin, kun ne altistetaan hiilidioksidille. Lopuksi ohut, läpäisemätön, liukenematon kerros sinkkikarbonaattia tarttuu sinkkiin metallin suojaamiseksi.
Ohuempaa muotoa, sähkögalvanointia, käytetään yleensä autoosissa, jotka vaativat ruostesuojamaalaa siten, että kuumassa vähentää epäjaloa metallia. Ruostumattomat teräkset syntyvät, kun ruostumattomat osat galvanoidaan hiiliteräkseksi.
Putkivalmistuksen historia
••• Syed Hussain AtherVaikka hitsatut teräsputket ovat peräisin skotlantilaiselta insinööriltä William Murdocksilta keksintölle kivihiilen polttimolampujärjestelmästä, joka on valmistettu muskettien tynnyreistä kivihiilikaasun kuljettamiseen vuonna 1815, saumattomat putket, joita otettiin käyttöön 1880-luvun loppuun asti, bensiinin ja öljyn kuljettamiseen.
1800-luvulla insinöörit loivat putkenvalmistuksessa innovaatioita, mukaan lukien insinööri James Russells -menetelmä, jolla putoamasaraa taitettiin ja liitettiin tasaisiin rautaliuskoihin, joita lämmitettiin, kunnes ne olivat muokattavia 1824.
Ensi vuonna insinööri Comenius Whitehouse loi paremman painohitsausmenetelmän, joka sisälsi putkeen taivutettujen ja päissä hitsattujen ohuiden rautalevyjen lämmittämisen. Kasvihuone käytti kartionmuotoista aukkoa kaareuttaa reunat putken muotoon ennen niiden hitsaamista putkeen.
Teknologiaa leviäisi myös autoteollisuudelle, ja sitä voitaisiin käyttää öljyn ja kaasun kuljetukseen lisää läpimurtoja, kuten kuumamuovausputkien kyynärpäitä taivutettujen putkituotteiden tuottamiseksi tehokkaammin ja jatkuvaa putkienmuodostusta vakiona.
Vuonna 1886 saksalaiset insinöörit Reinhard ja Max Mannesmann patentoivat ensimmäisen valssausprosessin saumattomien putkien luomiseksi erilaisista kappaleista heidän isänsä tiedostotehtaalla Remscheidissä. 1890-luvulla duo keksi pilger-valssausprosessin, menetelmän teräsputkien halkaisijan ja seinämän paksuuden pienentämiseksi kestävyyden lisäämiseksi, joka muilla tekniikoillaan muodostaisi "Mannesmann-prosessin" mullistaakseen teräsputken kentän engineering.
1960-luvulla tietokoneen numeerinen ohjaus (CNC) -teknologia antoi insinöörien käyttää korkeataajuuksisilla induktiolaadukoneilla tarkempia tuloksia käyttämällä tietokoneella suunniteltuja karttoja monimutkaisemmille malleille, tiukemmille mutkille ja ohuemmille seinille. Tietokoneavusteiset suunnitteluohjelmistot hallitsisivat kenttää edelleen entistä tarkemmin.
Teräsputkien voima
Teräsputket voivat yleensä kestää satoja vuosia kestäen hyvin maakaasun ja epäpuhtauksien murtumia sekä iskuja, joilla on alhainen metaanin ja vedyn läpäisy. Ne voidaan eristää polyuretaanivaahdolla (PU) lämpöenergian säästämiseksi samalla kun ne pysyvät vahvoina.
Laadunvalvontastrategioissa voidaan käyttää menetelmiä, kuten röntgenkuvien käyttämistä putkien koon mittaamiseksi ja säätämistä vastaavasti havaittujen varianssien tai erojen suhteen. Tämä varmistaa putkilinjojen soveltuvuuden käytettäväksi myös kuumissa tai märissä ympäristöissä.